|
Aus der Geschichte
lässt sich
somit ableiten, dass es bis etwa 1924 nur vernickelte
Fahrzeugteile gab. Wer einen echten Oldtimer originalgetreu
restaurieren will, sollte diesen Sachverhalt unbedingt beachten.
Anderenfalls wäre es Stilbruch. Das Neuverchromen von Bauteilen
aus späterer Epoche stellt allerdings kein Problem dar. Hier
spielt es überhaupt keine Rolle ob es sich um einen Oldtimer
oder Youngtimer handelt. Ganz im Gegenteil. Werden in
Fachbetrieben mit den heute üblichen Arbeitsverfahren Bauteile
von Klassikern neuvernickelt oder verchromt, ist die Qualität
gegenüber früher immer bedeutend besser. Wer Sachen von seinem
futschneuen Chopper oder Cruiser verchromen lassen möchte,
braucht sich auch keine Gedanken zu machen. Die
Galvanikspezialisten sind auf diesem Gebiet fit.
|
Glanz
& Gloria: vernickelte oder verchromte Bauteile sind
"in" |
Verchromen ist allerdings keine einfache
Angelegenheit. Die Sachen geschwind in ein Säurebad hängen und
danach schnell mal neu verchromen, damit ist es längst nicht
getan. Soll die Arbeit gut werden, sind allerhand Arbeitsgänge
erforderlich. Je nach gewünschter Ausführung - ob verzinken,
vernickeln, verchromen oder gar vergolden - müssen die
Metallstücke in unterschiedlichen galvanischen Bädern ein mehr
oder weniger langes 40 bis 60 Grad warmes elektrisches Bad
nehmen. Diese Prozedur erfordert unfangreiche Fachkenntnis, viel
Geduld und ist mit erheblichem Zeitaufwand verbunden.
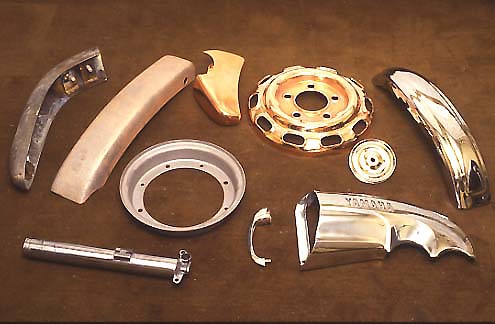
"Veredeln"
lässt sich im Prinzip jedes Bauteil.
Hier eine kleine Auswahl "unbehandelter" bis
frisch verchromter Teile |
Doch bevor es soweit ist,
muss sich der
Bastler zunächst überlegen, mit welchem Überzug er das
Bauteil beglücken möchte. Handelt es sich um ausgefallene oder
eine große Menge von Teilen, ist auch ein Kostenvoranschlag
empfehlenswert. Soll das Teil nur eine dauerhafte Schutzschicht
gegen Korrosion bekommen - eine tadellose Optik wie sie zum Beispiel
bei Schraubenelementen, versteckten Halteplatten- oder Streben
nicht erwünscht ist - genügt das Verzinken. Umfangreiche
Schleif- und Polierarbeiten sind hier nicht erforderlich. Dieser
galvanische Überzug ist die einfachste und preisgünstigste
Oberflächenbehandlung. Einige Fahrzeugteile, zum Beispiel
Motorradrahmen oder die Anhängerkupplung am PKW dürfen nach
den Richtlinien des TÜVs nicht verchromt werden. Was man am
Fahrzeug verchromen lassen darf, lässt sich bei den
TÜV-Prüfstellen erfragen. Diese Sachen werden dann nur
glanzvernickelt. Alle anderen Fahrzeugteile aus Kupfer, Messing,
Stahl oder Zinkspritzguss lassen sich verchromen, versilbern
oder vergolden. Auch Aluminium und Kunststoffe lassen sich
mittlerweile mit einer galvanischen Glanzschicht überziehen.
|
Ganz gleich in welches
galvanisches Bad das Bauteil aber gesteckt wird, zunächst sind
umfangreiche Vorarbeiten fällig. Selbst die Lackreste abbeizen,
oder die Roststellen mit dem Sandstrahler richtig sauber machen,
lohnt sich nicht und ist auch nicht zu empfehlen. Diese "do-it-your-self"
Säuberungsaktionen verursachen in aller Regel großen Schaden.
Das Material wird porös, und
die Fachbetriebe brauchen
anschließend bedeutend mehr Zeit, um die Oberfläche wieder
spiegelglatt zu bekommen. Wer also etwas galvanisieren lassen
möchte, braucht das Bauteil nur abbauen, gegebenenfalls
zerlegen, es ordentlich sauberwaschen und im Fachbetrieb
abzugeben. Alte Fahrzeugteile wie zum Beispiel Motorradtanks muss man allerdings besonders gründlich säubern und
Auspuffanlagen gut ausbrennen.
Für alles weitere sind die
Spezialisten im Galvanikbetrieb zuständig.
|
 |
| Wie im einzelnen der Auftrag
entgegengenommen wird, ist von Betrieb zu Betrieb
unterschiedlich. Für den Biker ist es letztendlich nur wichtig,
dass er genau die Brocken, die er abgegeben hat, mit neuem Glanz
zurückbekommt. Handelt es sich nur um zwei oder drei Sachen,
ist der Ablauf sicherlich kein Problem, ist es aber eine
randvolle Schachtel mit Kleinteilen, Schrauben, Muttern und
allen möglichen Spezialdistanzbuchsen, sollte man für den Fall
des Falles sicherheitshalber eine eigene Checkliste mit kurzer
Beschreibung anfertigen. Wird durch einen blöden Zufall was
vertauscht, und keiner weiß mehr genau, wem das Zeug gehört,
hat man somit wenigstens etwas Schriftliches in der Hand.
Perfektionisten machen sogar von jedem Teil ein Foto. Vom Tag
des Abgebens, bis man die Sachen wieder abholen kann, liegen
meist sechs oder acht Wochen, oft kann aber noch mehr Zeit
vergehen. Und wer weiß dann noch genau, was alles in der Kiste
lag... |
 |

(Foto: Archiv team métisse) |
Doch genug der gut gemeinten Ratschläge und
ab in die Hexenküche. Hexenküche deswegen, weil es wirklich
pfeift, jault, kreischt, brodelt und faucht, eben genau so, wie
man sich als Kind besagte Hexenküche vorgestellt hat. In einer
galvanischen Werkstatt stehen nicht nur mächtige, randvolle mit
Laugen gefüllte Bottiche, in denen die Brühe brodelt, und
über diesen Tauchbädern hängt eine Dunstglocke, es wird mit
elektrischem Strom hantiert, an den Schleifmaschinen sprühen
wild die Funken, und beim Polieren setzt sich der feine Staub in
jede Hautpore.
Zunächst gilt es, die angelieferten Teile
bis auf die Grundfläche zu säubern. Alle lackierten Teile
werden zunächst im Entlackungsbad zwischen einer bis fünf
Stunden von ihrer aufgespritzten Farbe befreit. Handelt es sich
um Sachen, die bereits einen galvanischen Überzug hatten, muss
diese Schutzschicht natürlich auch erst einmal runter. In einem
elektrolytischen Bad wird die Oberfläche entchromt und
entnickelt. Anschließend kommen die Teile in ein mehrstündiges
Salzsäurebad zum Entrosten.
Ist die Oberfläche danach metallisch sauber,
lassen sich entsprechend der Betriebszeit deutlich Kratzer,
Riefen und Rostspuren erkennen. Je nach Erfordernis beginnt nun
die Schleifarbeit in mehreren Arbeitsgängen. Mit 60er, 120er
oder 240er Körnung wird der Oberfläche zu Leibe gerückt.
Hierbei muss der Monteur darauf achten, dass ein gleichmäßiges
Schleifbild entsteht. Auf keinen Fall dürfen sich einseitige
Schleifspuren bilden. Im nächsten Arbeitsgang wird das Teil
gesisalt, dieses Glätten ist eine Vorstufe zum eigentlichen
Polieren, und danach an der Schwabbelscheibe poliert. Diese
Arbeit verlangt nicht nur handwerkliches Fingerspitzengefühl
und ein hohes Maß an Erfahrungen, sie ist auch sehr zeitaufwändig sowie schmutzintensiv. Es dürfen auf keinen Fall
Schleifspuren zurückbleiben, denn jeder Kratzer lässt sich
später in der Chromfläche sehen.
Bevor die blanken Bauteile nun ihre
Kupferschicht erhalten, werden sie mittels Perchloräthylendampf
von dem Schleif- und Polierfett gereinigt und entsprechend des
Materials mit einem besonderen Vorbehandlungsverfahren in
verschiedene Beizen getaucht, damit vorm Galvanisieren auch
feinste Oxydschichten entfernt sind. Nachdem die Teile mit einer
50 bis 60 my starke Kupferschicht überzogen sind, werden sie
getrocknet und ein zweites Mal an der Schwabbelscheibe auf
Hochglanz poliert.
|
Vergammelte oder sehr alte Bauteile, die
trotz intensiver Schleif- und Polierarbeit weiterhin Rostspuren
aufweisen, kommen noch einmal ins Kupferbad, werden erneut
poliert, und sind die Macken dann immer noch nicht weg, wird der
Vorgang solange wiederholt, bis die Oberfläche spiegelblank
ist. Ist man mit der Arbeit zufrieden, werden die Brocken
gereinigt, entfettet und im Anschluss daran mit 2 bis 10 Volt
Schwachstrom im elektrischen Galvanikbad hochglanzvernickelt. Je
nach Größe kann der Aufenthalt 15 Minuten, aber auch gut zwei
Stunden dauern. Die aufgetragene Nickelschicht beträgt hiernach
etwa 20 my. Im Anschluss an dieses Tauchbad werden die Teile
kurz mit klarem Wasser abgespült und kommen dann ins Chrombad.
Nach etwa fünf Minuten ist der galvanische Prozess beendet und
die Oberfläche mit einer nur 2 my (ein my ist 0,001
Millimeter!) dicken, zunächst gelblich wirkenden, Chromschicht
gleichmäßig überzogen. Nach Abspülen im Wasserbad erhält
das Bauteil nun endlich seinen neuen Chromglanz.
|
 |
Anstelle von Chrom
lässt sich die
Oberfläche aber auch vermessingen, versilbern oder vergolden.
Letzteres ist allerdings eine reine Kostenfrage. Ohne Trocken-
oder Aushärtezeit können die Bauteile sofort montiert werden.
Adresse:
Oberflächenveredlung
Brinkmann GmbH
Lammstraße 4
30161 Hannover
Tel.: 0511 - 31 95 95
|